

РЕМОНТ
ВИГОТОВЛЕННЯ
КОМПЛЕКТАЦІЯ
ГІДРАВЛІЧНОГО ОБЛАДНАННЯ

Виробництво
- Виготовлення від 1 дня
- Згідно креслення, техзавдання або по зразку
- Будь-яких розмірів і складності
Ремонт
- Терміновий ремонт від 1 дня
- Заміна гільзи, штока, комплектуючих, ущільнень
- Реставрація провушин
ВИГОТОВЛЕННЯ, РЕМОНТ ТА КОМПЛЕКТАЦІЯ ГІДРАВЛІЧНОГО ОБЛАДНАННЯ
Понад 10 років
на ринку України
Нам довіряють більш ніж
500 компаній
Компанія
ГІДРО ТРЕЙД
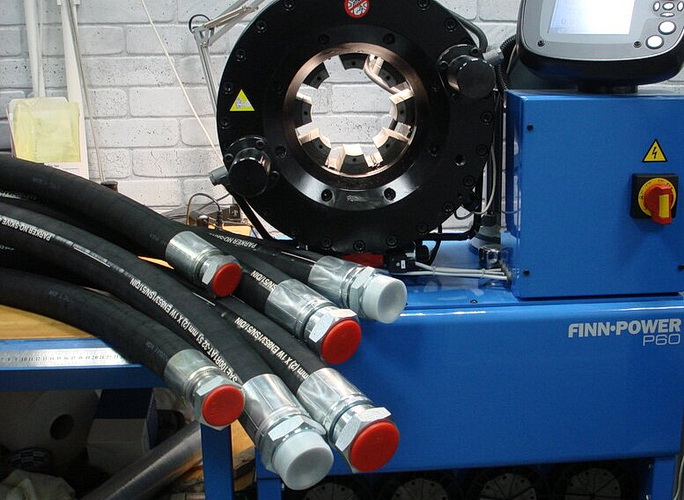
Гідро трейд є надійним постачальником різноманітних гідравлічних компонентів, які широко застосовуються у гідравлічних системах різних видів сільськогосподарської, комунальної, дорожньої та будівельної техніки вітчизняного та імпортного виробництва, спеціальної та іншої техніки. Гідротрейд виготовляє рукави високого тиску на власній виробничій базі. Ми маємо сучасне та надійне обладнання. Завдяки цьому, ми гарантуємо нашим замовникам високу якість, надійність та оперативність

Виконуємо ремонт та виготовлення на сучасному європейському обладнанні
тільки з якісних комплектуючих з Італії, Німеччини, Франції...
ГІДРО ТРЕЙД
Замовляючи ремонт рукавів високого тиску в нашій компанії, ви можете розраховувати на оперативність та відмінну якість, а також демократичні ціни.
Для ремонту шлангів РВТ фахівці компанії використовують високоякісну європейську сировину, тому готові вироби повністю відповідають стандартам DIN.
Завдяки міцним та зносостійким матеріалам європейських виробників шланги РВТ нашого виготовлення відрізняються стійкістю не тільки до високих, а й до низьких температур, а також стабільністю металевого обплетення.
Етапи виробництва
Виготовлення та погодження креслень
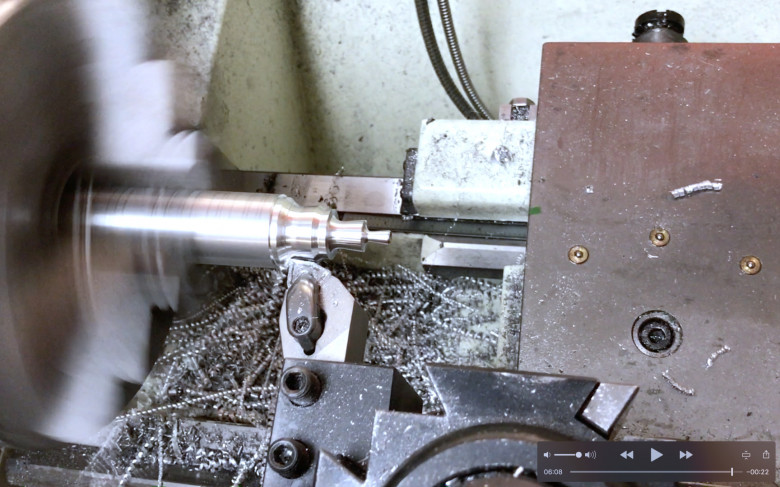
Виготовлення комплектуючих гідроциліндра

Зварювальні роботи
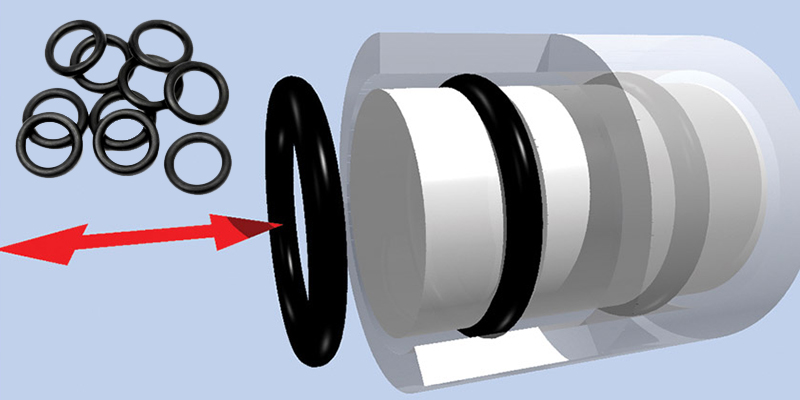
Монтаж ущільнень та збірка
Гідравлічні випробування на міцність та герметичність

Фарбування, пакування, відправка

1.Розбирання та огляд
Розбираємо гідроциліндр на частини, очищаємо від масла та забруднень. Оглядаємо шток, гільзу, кришку, поршень.
Перевіряємо на наявність видимих пошкоджень, корозій, тріщин, дефектів хромового покриття.

2.Дефектування та розрахунок вартості
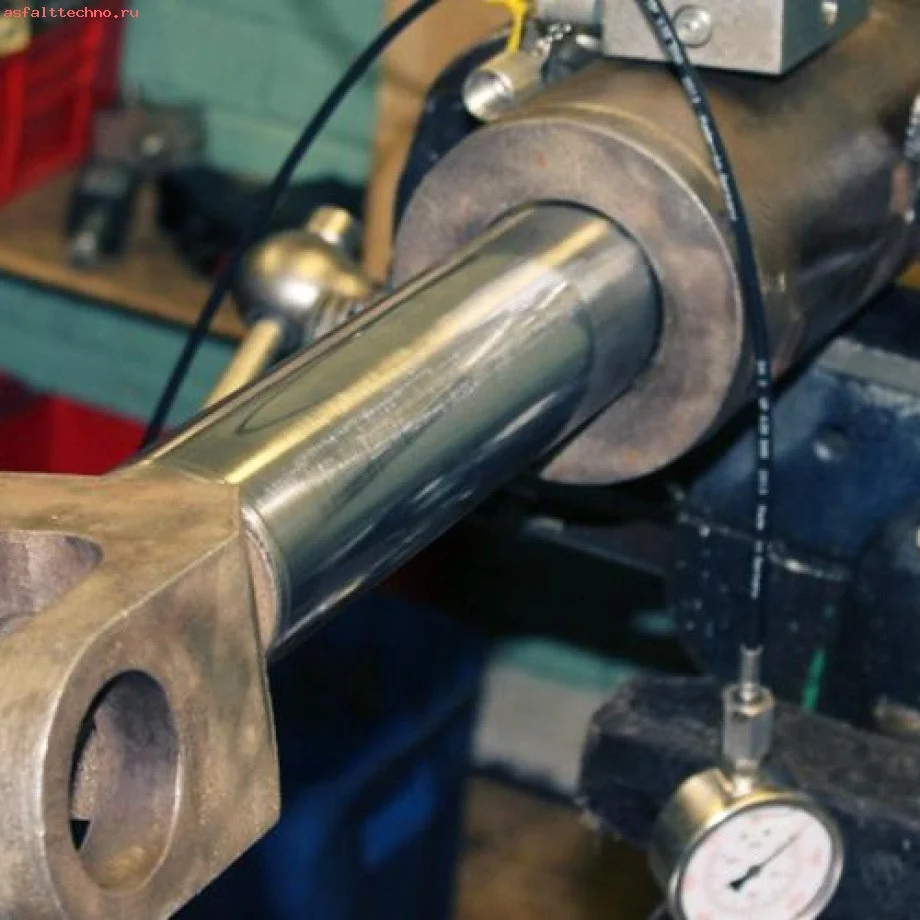
За допомогою обладнання та контрольно-вимірного інструменту перевіряємо радіальне биття штоків та
секцій телескопа, овальність внутрішнього діаметру гільзи, допуски напрямних втулок, осьове биття сферичних шарнірів (ШС) провушин. На основі огляду та дефектування розраховуємо вартість ремонту гідроциліндра.

3.Проектування, виготовлення креслень
Інженер-конструктор знімає всі необхідні розміри для виготовлення креслень по звільненню старих
елементів гідроциліндра та виготовлення нових деталей. Проводить контрольні розрахунки різьбових та зварних з’єднань на міцність.

4.Заміна гільзи, штока, ущільнень
У випадку необхідності проводиться заміна гільзи, штока, поршня, кришки, портів підключення та ін.
У всіх ремонтних гідроциліндрах проводиться заміна гідравлічних ущільнень, оскільки з часом всі ущільнення втрачають свої техніко-експлуатаційні характеристики. Заміна ущільнень дозволяє нам без вагань дати річну гарантію на надані послуги.

5.Реставрація провушин
Здійснюємо навлавлення та розточування отворів провушин, перевтулюємо втулками з бронзи, гартованої сталі, листової сталі з тефлоновим чи поліамідним покриттям.
Проводимо регенерацію або заміну сферичних шарнірів (ШС). гарантію на надані послуги.
6.Збірка, випробування, фарбування
Перед збиранням всі елементи гідроциліндра очищаються, посадкові місця ущільнень змазуються робочою рідиною.
Всі різьбові з’єднання внутрішніх елементів гідроциліндра фіксуються за допомогою штифтів або спеціальних рідких фіксаторів різьби.
Після збірки гідроциліндр складається до мінімальних габаритних розмірів та піддається гідравлічним випробуванням на спеціальному обладнанні. Перевіряються на щільність всі різьбові та зварні з’єднання. Холостий хід штока повинен бути плавним та здійснюватись за тиску не більше 10 бар. Повздовжню стійкість штока провіряють за тиску, що у 1,5 раз більший за номінальний і витримують протягом 3 хвилин (згідно ДСТУ 3315-96).
Після гідравлічних випробувань з гідроциліндра зливається масло, порти підключень глушаться. Поверхні гідроциліндра обезжирюються, грунтуються та фарбуються. Якщо гільза не замінювалась і лакофарбове покриття в доброму стані, фарбування не проводиться.
Штоки хромовані для гідроциліндрів
- Діаметр від 10мм
- Приварні (сталь 20MnV6) та неприварні (сталь С45Е)
- Штоки пустотілі для телескопів

Труби хонінговані гідравлічні
- Діаметр від 25мм
- Товщина стінки від 5мм
- Зварні Н9 та холоднотянуті Н8

понад 2805 задоволених клієнтів
понад 55000 товарів на складі
реалізовано понад 1348 складних проектів
понад 2805 задоволених клієнтів
понад 55000 товарів на складі
реалізовано понад 1348 складних проектів
Шланги високого тиску від компанії «ГІДРО ТРЕЙД» виготовляються на сучасному обладнанні з першокласних комплектуючих від провідних Італійських виробників. Це дозволяє забезпечити бездоганну якість та довговічність служби гідравлічних шлангів. Великий складський запас комплектуючих дозволяє виготовити гідравлічний шланг будь-якої складності в найкоротші терміни.

Шланги високого тиску від компанії «ГІДРО ТРЕЙД» виготовляються на сучасному обладнанні з першокласних комплектуючих від провідних Італійських виробників. Це дозволяє забезпечити бездоганну якість та довговічність служби гідравлічних шлангів. Великий складський запас комплектуючих дозволяє виготовити гідравлічний шланг будь-якої складності в найкоротші терміни.
2. Узгоджуємо необхідні параметри та деталі майбутнього РВТ
3. Рахуємо орієнтовну вартість. Калькуляція
6. Віддаємо клієнту чи відправляємо службою доставки
5. Виготовляємо замовлення
4.Укладаємо договір, проводиться передоплата

2. Узгоджуємо необхідні параметри та деталі майбутнього РВТ
4.Укладаємо договір, проводиться передоплата
3. Рахуємо орієнтовну вартість. Калькуляція
5. Виготовляємо замовлення
6. Віддаємо клієнту чи відправляємо службою доставки
Професійний підхід
Сучасне обладнання
Гарантія на всю продукцію
Якісне обслуговування
Професійний підхід
Сучасне обладнання
Гарантія на всю продукцію
Якісне обслуговування
























Електродугове зварювання

Аргонодугове зварювання
Напівавтоматичне зварювання
Електродугове зварювання
Зварювання електричною дугою, або електродугове зварювання, є одним із способів роботи з металами, і в неї входять нагрівання та розплавлення металевих деталей і конструкцій за допомогою електричної дуги. Температура електродуги при цьому дуже висока, до 5000 градусів Цельсія і вона перевищує всі існуючі на сьогоднішній день температури плавлення металів, і дане зварювання вважається одним з найбільш затребуваних у будівництві та монтажі, ремонті.
Дугове зварювання — зварювання, джерелом енергії якого є електрична дуга. Використовується для зварювання вуглецевих сталей звичайної якості, якісних сталей з різним вмістом марганцю, низьколегованих та легованих, жаростійких та жаростійких сталей, чавуну та кольорових металів.
Області застосування дугового зварювання:
- Для наплавлення з метою відновлення зношених частин і деталей виробу.
- Для з’єднання різних металів – сталі, міді та її сплавів, а також титану та його сплавів.

Аргонодугове зварювання

Аргонодуговое зварювання виконують серед захисного газу аргону, але, на відміну напівавтоматичного методу, із застосуванням тугоплавкого вольфрамового електрода. Але так само, як і з MIG/MAG, подаючи в зону плавлення мідний присадочний дріт. Варять на постійному струмі зворотної полярності.
Аргонове зварювання (TIG) — це з’єднання металевих поверхонь з утворенням міцних та акуратних швів. З’єднання здійснюється шляхом нагрівання електродуги за допомогою газу аргон, що захищає метал від кисневої дії. TIG, Tungsten Inert Gas – перекладається як «вольфрам інертний газ».
Аргонодугове зварювання використовують в автомобіле-, авіа-і ракетобудування. З її допомогою виготовляються відповідальні вузли з алюмінію та його сплавів. Особливий інтерес аргонодуговое зварювання є для з’єднання алюмінієвих елементів.
Напівавтоматичне зварювання
Як працює напівавтоматичне зварювання? Напівавтоматичне зварювання засноване на використанні зварювального дроту і захисного газу. Під час цього процесу зварювальний дріт автоматично подається в зону зварювання, а електрична напруга використовується для створення дуги, яка спричиняє плавлення дроту та основного металу.
Напівавтоматичне зварювання забезпечує високу якість шва, значно полегшується підпал дуги, різко зростає зручність і швидкість роботи.
Метод MIG-MAG може використовуватися для зварювання як низько-, так і високолегованих (неіржавіючих) сталей, а також для зварювання конструкцій з алюмінію і його сплавів. Відносно новим застосуванням методу MIG-MAG є високопродуктивна пайка MIG Brazing в середовищі захисного газу. Причому можливе різне поєднання матеріалів, що з’єднуються: сталь-сталь, мідь-мідь, мідь-сталь та інші.

НЕОБХІДНО ВИГОТОВИТИ РВТ ШВИДКО ТА ЯКІСНО? - ЗАПОВНІТЬ ЗАЯВКУ ПРЯМО ЗАРАЗ АБО ЗВ'ЯЖІТЬСЯ ЗРУЧНИМ ВАМ СПОСОБОМ!
Щоб отримати більш детальну консультацію, зв’яжіться з нами будь-яким зручним для Вас способом:
096-634-09-77
098-704-19-39
066-828-32-85
info@hydrotrade.com.ua
м. Запоріжжя,
вул. Карпенка-Карого, 54
ЗАЛИШТЕ ЗАЯВКУ
і ми зв’яжемося з Вами протягом 30 хвилин для уточнення деталей
НЕОБХІДНО ВИГОТОВИТИ РВД ШВИДКО Й ЯКІСНО? - ЗАПОВНІТЬ ЗАЯВКУ ПРЯМО ЗАРАЗ АБО ЗВ'ЯЖІТЬСЯ ЗРУЧНИМ ВАМ СПОСОБОМ!
Щоб отримати більш детальну консультацію, зв’яжіться з нами будь-яким зручним для Вас способом:
096-634-09-77
098-704-19-39
066-828-32-85
info@hydrotrade.com.ua
м. Запоріжжя,
вул. Карпенка-Карого, 52
info@hydrotrade.com.ua
м. Запоріжжя,
вул. Карпенка-Карого, 52
ЗАЛИШТЕ ЗАЯВКУ
і ми зв’яжемося з Вами протягом 30 хвилин для уточнення деталей
{kind=link}